Станок получился простым и вместе с тем функциональным. Вид спереди и сверху.
Он позволяет наматывать обмотки на круглых полых каркасах внутренним диаметром от 10 мм, а также на каркасах квадратного или прямоугольного сечения внутренним размером от 10х10 мм.
Максимальная длина намотки - 180-200 мм. Максимальный диаметр(диагональ прямоугольного каркаса) составляет 200 мм. Намотку можно вести вручную проводом диаметром до 3,2 мм, в режиме «полуавтоматической» намотки проводом от 0,31 до 2,0 мм. «Полуавтоматическая» намотка предусматривает намотку и укладку слоя провода синхронно с намоткой, с последующей ручной укладкой слоя изоляции и сменой направления укладки провода. На круглых оправках с укладкой вручную можно мотать даже трубкой диаметром до 6 мм. Для укладки провода разных диаметров предусмотрен набор сменных шкивов, позволяющих выбрать 27 различных шагов намотки в диапазоне 0,31 - 1,0 мм или 54 шага намотки в диапазоне 0,31 - 3,2 мм. Сам станок легко умещается на обычной кухонной табуретке, благодаря большому весу не требует дополнительного крепления.
Принцип работы
Прост до безобразия. Вал, на котором установлен каркас трансформатора, кинематически соединен с валом, по которому перемещается укладчик провода. Укладчик провода имеет втулку, внутри которой нарезана резьба. При вращении вала втулка перемещается и движет за собой направляющее устройство для провода. Скорость вращения вала определяется диаметрами шкивов, установленных на верхнем и нижнем валах, а скорость перемещения втулки кроме этого и шагом резьбы вала укладчика. Набор из 3-х тройных шкивов позволяет получить до 54 комбинаций шага укладки провода. Направление укладки изменяется перестановкой пассика соединяющего шкивы. Вращение вала с каркасом можно осуществлять вручную, а можно приспособить электродрель в качестве привода.
ДЕТАЛИ
Все размеры указаны как в оригинале.
Станина

Станина станка сварена из стальных листов. Основание станины выбрано толщиной 15 мм, боковины - толщиной 6 мм. Выбор обусловлен в первую очередь устойчивостью станка(чем тяжелее, тем лучше)
Перед сваркой боковины станины складываются вместе и производится сверление отверстий одновременно в обоих боковинах. После этого станины устанавливают на основание и привариваются к нему. В верхние и средние отверстия боковин вставляются бронзовые втулки, в нижние - подшипники.
Подшипники взяты от старого 5 дюймового дисковода. От перемещения подшипники и втулки с внешней стороны боковин фиксируются крышками.
Валы
Верхний вал, на котором крепится каркас катушки, изготовлен из прутка диаметром 12 мм. В этой конструкции все валы изготовлены из подходящих по диаметру валов от выслуживших свои сроки матричных принтеров, они изготовлены из хорошей стали, закалены, хромированы или отшлифованы.

Средний вал, на который опирается устройство подачи провода, также изготовлен из прутка диаметром 12 мм. Вал желательно отполировать.

Выбор диаметра нижнего вала - подающего, обусловлен необходимостью иметь шаг резьбы 1 мм, а нашлась только одна подходящая лерка 10х1,0. Желательно(в целях большей надежности) изготовить этот вал также диаметром 12 мм.

Втулка укладчика
Диаметр 20 мм, длина 20 мм, внутренняя резьба такая же как на нижнем валу М12х1,0 (в оригинале - М10х1,0)
Шкивы
Шкивы выполнены тройными, т.е. по 3 канавки разного диаметра в одном блоке. Диаметры выбраны так, чтобы наиболее оптимально перекрыть необходимый диапазон сечений провода.

Выточены из стали, комбинация шкивов позволяет получить 54 различных шагов намотки провода. Ширина канавки для пассика выбирается исходя из имеющихся пассиков, в конкретном случае 6 мм. Обратите внимание: общая толщина шкивов должна быть не более 20 мм. Если толщина шкивов больше - необходимо увеличить длину левых хвостовиков нижнего и верхнего вала (диаметр которых 8 мм, длина 50 мм).
При необходимости можно изготовить одинарные шкивы соответствующих диаметров. Выбранные диаметры шкивов обеспечивают намотку провода с 54 различными шагами.
Таблица шагов
В строках указаны диаметры ведущих шкивов, в колонках - диаметры ведомых шкивов. В ячейках таблицы - шпаг намотки провода.

Данная таблица только ориентировочная, поскольку зависит от точности изготовления шкивов, диаметра пассика и шага резьбы на нижнем(подающем валу). После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу. Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм. Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм).
Укладчик провода.

Чертеж пластин укладчика

Выполнен из 3-х пластин соединенных между собой винтами М4. Диаметр отверстий 20 мм. Отверстие в верхней части диаметром 6 мм для винта регулировки натяжения.
Внутренняя пластина - стальная, в нижнее отверстие вваривается стальная втулка диаметром 20 мм, длиной 20 мм и с внутренней резьбой 12х1,0. В верхнее отверстие вставляется фторопластовая втулка внешним диаметром 20мм и внутренним диаметром 12,5 мм, Длина втулки 20 мм. Пластины стягиваются между собой 2-мя винтами М4, на рисунке отверстия для них не показаны.
В паз между внешними пластинами вклеивается желобок из кожи толщиной 1,8-2 мм, он способствует выпрямлению и натяжению провода. Для регулировки натяжения в верхней части укладчика устанавливается винт или мини струбцина, стягивающая верхнюю часть внешних пластин в зависимости от диаметра провода и необходимого натяжения.
В задней части станины устанавливается откидной кронштейн для катушки с проводом, необязательная, но удобная вещь.
Привод
В качестве привода применена шестерня большого диаметра, к которой приклепана рукоятка. На правой боковине станины (по месту) установлен узел фиксации и вспомогательного привода, представляющий вал с шестерней, закрепленный на отдельном кронштейне с цанговым зажимом и выступающей осью. Ось можно закрепить в патроне аккумуляторного шуруповерта или электродрели и сделать таким образом электропривод. При намотке толстого провода можно на оси закрепить ручку, тогда наматывать даже толстую трубку будет легче. Цанговый зажим позволяет надежно зафиксировать вал с наматываемой катушкой, если по каким то обстоятельствам приходится прервать намотку на длительное время.

Счётчик витков.
На шестерне верхнего вала закреплен магнит, а на правой боковине - геркон, выводы которого соединены с контактами кнопки «=» калькулятора.
Все остальные мелкие детали и детальки устанавливаются по месту и делаются из чего бог пошлет.
На последнем фото видно что катушка с проводом размещена на отдельном валу. Вал установлен на 2-х рычагах, которые можно поднять вверх, тога они сложатся внутрь станка. Это сделано, чтобы станок во время своего бездействия не занимал много места.
Работа на станке.
Хотя и так видно, что и как делается, опишу порядок работы. Незначительная сложность установки каркасов и кажущаяся сложность смены направления укладки компенсируются простотой станка.
Снять верхний шкив, выдвинуть верхний вал вправо на необходимую для установки каркаса длину. Установить на вал правый диск, затем оправку катушки и на оправку надеть каркас катушки или трансформатора. Установить левый диск, навинтить гайку и вставить вал в левую втулку. Установить на место и закрепить верхний шкив (соответствующий таблице для намотки первичной обмотки).
Вставить в отверстие на верхнем валу шплинт или гвоздик, отцентрировать каркас на оправке и зажать каркас с оправкой с помощью гайки.
Установить на подающий вал нужный (для намотки первичной обмотки) шкив.
Вращая шкив подающего вала установить укладчик против правой или левой щечки каркаса катушки. Одеть пассик на шкивы. Если укладка провода будет производиться слева направо пассик одевается «кольцом», если укладку провода нужно делать справа налево - пассик одевается «восьмеркой».
Провод продевается под дополнительным валом, затем укладывается снизу вверх в кожаный желобок укладчика и закрепляется на каркасе. Зажимами в верхней части укладчика регулируется натяжение провода так, чтобы он плотно наматывался на каркас.
На калькуляторе нажимают 1 + 1. Теперь с каждым оборотом вала с каркасом калькулятор будет прибавлять 1, то есть будет считать витки провода. Если нужно отмотать несколько витков нажмите - 1 и с каждым оборотом вала показания калькулятора будут уменьшаться на 1.

Во время намотки провода следите за укладкой витков, при необходимости поправляя витки на каркасе. По достижении проводом противоположной щечки каркаса зажмите цанговый зажим и поменяйте положение пассика с «кольца» на «восьмерку» или наоборот. Отпустив цанговый зажим, подложите под провод прокладочную бумагу и продолжайте намотку.
При необходимости изменить толщину провода подберите соотношение шкивов под требуемый шаг намотки.
Ну вот и все. Прощу прощения за низкое качество фотографий, но надеюсь, что все вам станет понятно из приведенных фото и чертежей.

В прошлой статье я поделился с Вами, . Толстая проволока наматывалась вручную, так как другим способом в домашних условиях аккуратно уложить виток к витку не представлялось возможным. С меньшим диаметром обмоточного провода можно применить более технологичный способ, что позволит сократить время и усилия при намотке, а так же, что немало важно, изготовление трансформатора не будет отличаться от заводского исполнения. Далее будет описана простая конструкция самодельного намоточного станка, с помощью которого Вы с легкостью сможете намотать катушки, дроссели, силовые и звуковые трансформаторы.
Основание (станина) намоточного станка
Сделать станок для намотки трансформаторов можно из любого прочного легко обрабатываемого материала. Самым подходящим будет: метал, фанера (дерево) или пластмасса. В зависимости от того, что у Вас есть в наличии и с чем Вы любите больше всего работать, можно отдать предпочтение тому или иному материалу.
В основном мастерю самоделки из того, что у меня есть под рукой, так и в этом случае, в завалах барахла под названием «в хозяйстве пригодится» нашлись обрезки из 10 миллиметровой полужесткой пластмассы, которую успешно применил в конструкции намотчика и его элементов.
Изначально, при разработке, необходимо сделать пробный макет, продумать компоновку намотчика, задать себе вопрос, какие необходимые функции должно выполнять устройство. В процессе макетирования легко дополнять и совершенствовать, подгонять размеры, что позволит на выходе получить самый удачный вариант.
По проекту у нас три оси:
Первая ось (намотчик) — на ней будет вращаться наматываемая катушка трансформатора. На одном конце будет крепиться счетчик количества сделанных витков, а на другой стороне привод вращения оси с набором шкивов. Привод может быть ручным в виде закрепленной ручки на оси либо электрическим в виде шагового двигателя.
Вторая ось (укладчик) — на ней будет «бегать» поводок укладчика проволоки, также на оси будет закреплен второй набор шкивов, который через ременную передачу с помощью пассика будет сопрягаться с первым набором шкивов на первой оси.
Третья ось (держатель катушек) – служит опорой для катушки с обмоточным проводом.
На этапе проектирования следует правильно разнести оси между собой, чтобы каркас наматываемой катушки трансформатора не цеплялся за станок и не задевал другую ось, также выбрать высоту расположения катушки с проволокой, чтобы можно было свободно навешивать разные по габаритам катушки. Можно предусмотреть дополнительную ось для смотки-намотки проволоки с катушки на катушку.
По разметке на выбранном материале для станины ножовкой по металлу вырезаем части основания станка (боковины, дно, поперечины), также высверливаем необходимые отверстия. С помощью металлических уголков и саморезов скрепляем все составляющие вместе.




Счетчик оборотов для подсчета витков
Один оборот равен одному витку — так раньше в уме подсчитывал, мотая трансформатор на примитивном приспособлении. С появлением полноценного намоточного станка с предусмотренным счетчиком стало намного проще, но самое важно, что при намотке витков процент на ошибку свелся практически к нулю.

В рассматриваемом намотчике использован механический счетчик УГН-1 (СО-35) от советской аппаратуры. Его можно заменить на велосчетчик или механический счетчик от старого бытового магнитофона, где он отмерял расход ленты. Также можно собрать простой счетчик своими руками, имея только калькулятор, геркон, два провода и магнит.
Разберите калькулятор на два контакта, замыкаемых кнопкой «равно», припаяйте два провода, а на концы проводов запаяйте геркон. Если поднести магнит к геркону, то его пластины внутри стеклянной колбы замкнутся и на калькуляторе произойдет имитация нажатия кнопки. Используя функцию сложения калькулятора 1+1 можно подсчитывать обороты.



Далее закрепляем самодельный диск на первую ось. К диску приклеиваем магнит, а на корпусе станка или кронштейне крепим геркон. Геркон располагаем так, чтобы при обороте диска магнит проходил рядом с герконом и смыкал его контакты.
По такому принципу можно заменить геркон на концевой выключатель, а диск сделать в виде эксцентрика. Диск-эксцентрик, вращаясь своей выпуклой частью, будет нажимать на концевик
Укладчик витков
Укладчик проволоки служит для равномерной намотки, виток к витку, обмоточного провода на каркас изготавливаемого трансформатора или катушки. Плотность намотки зависит от того, с какой скоростью вращаются оси, а так же от диаметра выбранной проволоки. Необходимое соотношение скорости вращения первой и второй оси можно достичь с помощью шкивов и ременной передачи. При работе отлаженного механизма станка происходит одновременное перемещение ролика укладчика с определенным шагом и укладка проволоки на каркас наматываемого трансформатора. В двух словах не объяснить, но при дальнейшем прочтении статьи станет все понятно.
В рассматриваемой конструкции использована шпилька-штанга заводского изготовления М6 с шагом резьбы 1мм. В боковины станины намоточного станка параллельно друг другу закрепляют подшипники в заранее просверленные для них отверстия, далее в них вставляют шпильку. Для наилучшего скольжения смазываем подшипники. На шпильке перемещается направляющий ролик, через который продевается проволока.


Направляющий ролик для укладки проволоки можно изготовить самостоятельно, имея небольшой отрезок П-образного алюминиевого профиля, удлиненную гайку-втулку, соответствующую по резьбе шпильке, и подающий ролик с канавкой посередине.

В П-образном профиле сверлятся отверстия параллельные друг другу. Верхняя пара отверстий — для ролика, а нижняя — для удлиненной гайки. Диаметр верхних отверстий в стенках профиля подбирается по оси, на которой будет закреплен ролик, а нижние на миллиметр больше диаметра резьбы шпильки. Под расстояние между стенками профиля впритирку подгоняется по размеру удлиненная гайка. Затем эта конструкция наворачивается на шпильку укладчика.




Шпилька фиксируется гайками по бокам так, чтобы она могла вращаться без смещений. С одной из сторон оставляется запас шпильки, чтобы на нее накручивать шкивы для сопряжения первой и второй оси.
Два шкива соединены ременной передачей
Оси в намоточном станке соединены между собой системой шкивов различного радиуса. Шкивы, закрепленные на осях, вращаются с помощью ременной передачи. В качестве ремня используется пассик.
— Шкив оси укладчика равен 100мм;
— Шкив на оси с закрепленной катушкой (намотчика) равен толщине необходимой проволоки, помноженной на 100.
Например, для 0,1мм проволоки применим 10 мм шкив на оси намотчика. Для диаметра 0,25 проволоки 25 мм шкив.
По возможности лучше изготовить шкивы с шагом 1 мм и подбирать в процессе намотки, используя данную формулу
Погрешность зависит от точности диаметра изготовленных шкивов и натяжения пассика. Если применить в конструкции в качестве привода шаговый двигатель с шестереночной передачей вместо пассика и точно выпиленных шкивов, то погрешность можно приблизить к нулю.
Теперь расскажу, как сделать шкив своими руками в домашних условиях не обращаясь к токарю. Набор шкивов у меня сделан из того же материала, что и станина намоточного станка. Разметил с помощью циркуля необходимые диаметры шкивов и добавил несколько миллиметров в большую сторону, чтобы проточить канавку для пассика до нужного размера. По контуру разметки просверлены шуруповертом отверстия и прорезаны перегородки между ними. Так набрал необходимое количество заготовок для шкивов. В роли токарного станка у меня была приспособлена ненужная мясорубка «Помощница».


Точно уже не помню, нарезал резьбу на валу двигателя мясорубки либо там оказалась подходящая, но через длинную гайку-втулку была прикручена шпилька. На шпильку через гайки и шайбы прикручивалась заготовка чуть большего диаметра, чем требовался шкив. Включалась мясорубка и ножовкой по металлу/ напильником скруглялись все неровности до круглой формы, а надфилем протачивалась бороздка (канавка) для пассика. В процессе штангенциркулем периодически проверялись диаметры самодельных шкивов.


Составные части намоточного станка и принцип его работы
Элементы намоточного станка собирались неспешно. Почти все было взято от старой советской киноаппаратуры. Подвижные части: ручка, шпильки осей, направляющий ролик — все оснащено подшипниками. Шпильки, гайки, шайбы и уголки были куплены в магазине, торгующем метизами. Потратиться пришлось только на шпильки, длинные гайки и уголки. В остальном все сделано из подручных материалов, имеющихся в наличии.

Для точного подбора плотности намотки проволоки на шпильку укладчика нанизывается набор из нескольких шкивов. Так, в случае не плотной намотки, можно было на один размер перебросить пассик и подогнать скорость вращения осей. Пассик в процессе намотки проволоки перекручивают в зависимости от направления хода намотки по типу формы «Восьмерка» либо прямое расположение пассика. Следует сделать пару десятков пробных витков, чтобы правильно подогнать шкивы под диаметр проволоки.


Из дерева либо другого материала изготавливают основу по форме внутренней части катушки трансформатора и гайками-барашками фиксируется на шпильке. Так же для фиксации катушки можно сделать универсальные удерживающие уголки. Демонстрация работы намоточного станка показана на видео:
[Здесь будет видео процесса намотки трансформатора]




![]()
Об Авторе:
Приветствую вас, дорогие читатели! Меня зовут Максим. Я убежден, что почти все можно сделать у себя дома своими руками, уверен, что это под силу каждому! В свободное время люблю мастерить и создавать что-то новое для себя и своих близких. Об этом и многом другом вы узнаете в моих статьях!
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи:
1. Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 - 0.4мм.
5. Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.

Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7. Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.

Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» - регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.

Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.


Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:

Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 - выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.

Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 - 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.

Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.

Рисунок 9.
Приёмный узел.


Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах.
Регулировка скорости двигателя, производится изменением питающего напряжения.


Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.
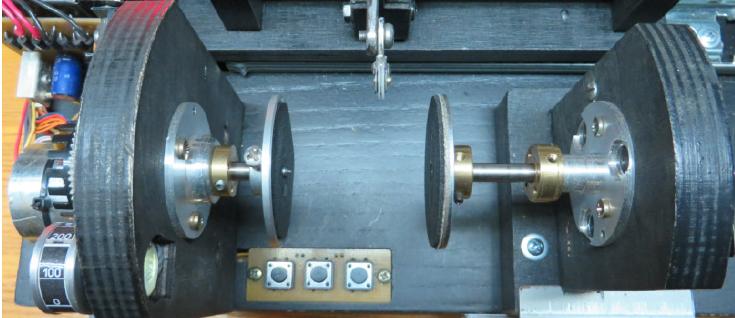

Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
Электрическая схема.

Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» - обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм - это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг - это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их на форуме. По возможности постараюсь ответить и помочь.
Желаю всем удачи в творчестве и всего наилучшего!
Архив "Намоточный станок"."
Намотка трансформатора своими руками – необходимый навык как для начинающего, так и для опытного электрика или радиолюбителя. Выполняется она при таких работах, как сборка радиоприемника, усилителя или ремонт старого трансформаторного устройства. Перед тем как намотать трансформатор, важно определить для себя последовательность действий и испытания устройства, а также знать, какие материалы и инструменты для этого используются.

Рисунок 1. Устройство по принципу ворота колодца.
Какие устройства использовать?
В заводских условиях, когда промышленность требует от процесса намотки, прежде всего, скорости и точности, все работы осуществляются при помощи специальных станков. Что же делать домашним мастерам и радиолюбителям? В большинстве случаев намотку приходится делать вручную, что сказывается в итоге на точности работы устройства. Второй (более предпочтительный) вариант – применение самодельных намоточных станков. Их конструкция предельно проста, наличие такого инструмента заметно облегчит эту рутинную задачу. При выборе конструкции прибора для намотки необходимо руководствоваться следующими параметрами:
- простота создания и использования устройства;
- плавность движения катушки;
- возможность намотки трансформаторов разного размера;
- желательно наличие приспособления для подсчета количества мотков проволоки.

Рисунок 2. Устройство из ручной дрели.
Существует несколько простых устройств, которые полностью отвечают заявленным требованиям. Их изготовление не отнимает много времени, и использовать при этом можно подручные материалы. Рассмотрим такие варианты ниже.
Самое простое и распространенное устройство работает по принципу ворота колодца. Его элемент – основание, на котором крепится горизонтальная металлическая ось, находящаяся на двух вертикальных стойках. Ее пропускают сквозь отверстия в обеих стойках, с одной стороны выгибая в форме ручки (рис. 1).
Чтобы избежать движений оси в горизонтальном направлении, на нее надевают две небольшие трубки. Около одной из трубок будут размещены деревянная колодка, фиксируемая металлической шпилькой, и клин, позволяющий надежно закрепить прибор на оси.
По тому же принципу работает и устройство, сделанное из ручной дрели. Единственное отличие в том, что инструмент нужно надежно зафиксировать, чтобы избежать лишних движений, которые могут привести к нарушению интервала между мотками проволоки. В дрель вставляют стальной стержень, на который надевают корпус будущего трансформатора. Идеальный вариант – использование металлической шпильки небольшого диаметра. Благодаря наличию на ее поверхности резьбы корпус трансформатора можно полностью обездвижить стопорами из 2 гаек (рис. 2).
Вернуться к оглавлению
Намотка тороидального трансформатора

Рисунок 3. Кольцевые станки используют для намотки трансформаторов в промышленных масштабах.
В некоторых типах приборов – аудиосистемах, устройствах низковольтного освещения – используются особые трансформаторы тороидального типа. Потребность намотки такого прибора часто заводит в тупик людей, столкнувшихся с данной ситуацией. В промышленных условиях обмотка тороидальных трансформаторов осуществляется при помощи специальных кольцевых станков (рис. 3), а вот в домашней мастерской придется обойтись подручными средствами. Существуют 3 способа намотки устройств такого типа:
- Вручную. Недостатки таковы: долго, трудно, витки получаются не очень ровными. Но иногда это единственный доступный метод.
- При помощи «челнока». Челнок представляет собой ручное устройство, работающее по принципу механизма швейной иглы.
- Использование самодельного устройства.
Если с первыми двумя способами все понятно, то третий требует детального объяснения. Для создания самодельного устройства понадобятся обод от велосипедного колеса, подвижно закрепленный на стене штырем, и резиновое кольцо для фиксации проволоки (рис. 4).

Рисунок 4. Намотка с помощью обода.
Велосипедный обод нужно будет разрезать и приспособить к нему металлическую пластину на двух небольших болтах для дальнейшего соединения разреза. После того как катушка трансформатора подготовлена к намотке, ее надевают на обод сквозь прорезь, закрывают круг и начинают наматывать на него нужное количество проволоки. Незакрепленная катушка в это время будет свободно вращаться вдоль обода. Следующий шаг – соединение катушки с проводом. После этого ее просто ведут вдоль обода, а проволока при этом будет сама укладываться ровными витками. Следить нужно только за натяжкой и плотностью витков.
Описанный выше способ хорошо подходит для трансформаторов больших размеров. Для небольших устройств, используемых в бытовых приборах и радиотехнике, метод можно видоизменить и применять не велосипедный обод, а любое подходящее кольцо с плоской поверхностью нужных размеров.
Вернуться к оглавлению
Размотка проволоки
Если в качестве источника проволоки для намотки вы планируете использовать старый трансформатор, то облегчить и ускорить работу можно при помощи небольшого размоточного станка. Его использование позволяет равномерно извлекать проволоку, избегая рывков и повреждений изоляции. Принцип действия и строение устройства напоминают намоточный станок, но движения катушки происходят в обратном направлении.
Довольно простое в изготовлении и использовании приспособление выглядит практически так же, как и ручной станок. Отличие заключается в отсутствии ручки и наличии приспособления для фиксации пустотелого корпуса трансформатора на металлической оси. Закрепляют корпус при помощи свернутого в многослойную трубку куска картона, бумаги или любого другого подходящего материала. Так, можно будет обеспечить плавность размотки, отсутствие скачков и ударов катушки об ось.

Рисунок 5. Станок со шпильками.
Немного усложнив конструкцию и добавив в нее фиксаторы из деревянных, металлических или текстолитовых пластин, можно сделать приспособление гораздо более удобным в применении. Вместо металлической оси в таком случае используют шпильку с резьбой диаметром 6 мм. Она будет не просто свободно вращаться в стойках, а фиксироваться системой гаек-барашков (рис. 5).
При размотке мощных трансформаторов между первичной и вторичной обмотками можно обнаружить изоляционный материал. Не следует его выбрасывать, так как он обладает повышенной надежностью и пригодится при конструировании вашего устройства. Помимо этого, во время разборки старого трансформатора вы встретитесь с такой проблемой, как отдельные слои проволоки, покрытые прозрачным материалом – специальным лаком. Не нужно пытаться снять или соскрести его, так как в процессе можно легко повредить тонкую внешнюю обмотку проволоки. Лучше всего разматывать такой трансформатор на станке, делая плавные и медленные движения, при этом проволока сама будет нормально отходить.
Прошло почти два года после моего вселения в наш Дата-город. Пришло время отсчитаться о проделанной работе.
Первое, о чем хочу рассказать - это простейшая трансомоталка. Я решил победить миф о трудностях в намотке трансформаторов, как звуковых, так и силовых. Глаза боятся, а руки делают!
Началось всё с такого вот простейшего станка за 7 рублей 20 копеек,
приобретенного еще в 80-е годы прошлого столетия.
В закромах копились годами всякие механизмы, электродвигатели и редукторы. Пришло время пустить их на благое дело. Решение было таким: сделать настольный намоточный станок с электроприводом, механическим счетчиком витков и ручным приводом укладчика провода.
Для корпуса
был выбран листовой гетинакс толщиной 6 мм, хороший прочный материал. Выпилил две одинаковые боковые стенки, сразу разметил отверстия для валов. К основанию трансомоталки (также из гетинакса) прикрепил боковые стенки через алюминиевые уголки. Отверстия под вращающиеся валы были расширены для запресовки подшипников.

На боковой стенке, противополжной к приводу, сделано отверстие для подшипника и вертикальная прорезь сверху для удобства снятия приводного вала. С внутренней стороны сделан упор для подшипника, а с наружней стороны откидная скоба, чтобы фиксировать подшипник в его седле. Подняв скобу, можно вытащить вал вместе с левым подшипником. Правый остается в правой стенке.

Механический счетчик
был извлечен из спидометра какого-то ВАЗа. Сначала привод счетчика был сделан через резиновый пасик.

Но, из-за незничительного расхождения диаметров шкивов и пробуксовывания пасика, показания счетчика несоответствовали количеству намотанных витков. От этого привода пришлось отказаться и переделать на шестеренчатый.

Благо нашлось две одинаковых шестерни. Одну из которых установил на рабочий вал, а другую на вал привода счетчика. Теперь с количеством намотанных витков и показаниями счетчика расхождений нет.
Привод
сделан из низковольтного (12В) двигателя в комплекте с понижающим редуктором. Питание двигателя от трансформатора ТН.

Для регулировки скорости намотки используется переключатель питания: 6В или 12В. Также смонтирован переключатель «намотка-нейтраль-реверс» и пружинная кнопка для подачи напряжения на привод.
Механический укладчик
также прост и удобен в работе. Каретка укладчика приводится в движение вращением рукоятки вала диаметром 8 мм, сделанного из шпильки с резьбой по всей длине. Каретка движется по направляющей, взятой из струйного принтера, диаметром также 8 мм. На фото все прекрасно видно.

К диаметру провода легко приноровиться и левой рукой нужно с определенной частотой проворачивать вал укладчика, чтобы провод ложился виток к витку.
На этом простом устройстве уже намотано 3 выходных и 3 силовых трансформатора под двухтактные ламповые усилители для гитарных комбо типа Fender 5e3 на 6V6 и JCM800 на EL34. Но об этом в следующий раз.