предназначен для защиты от внешних воздействий.
Это специальная бумага, имитирующая структуру и цвет различных пород деревьев или керамической плитки.
Основа ламината, древесноволокнистая плита высокой плотности.
предназначен для защиты HDF плиты от деформации и защиты ламината от влаги.
При помощи этих замков панели ламината плотно скрепляются между собой без применения клея.
Из плиты HDF c импрегнацией верхних слоев – это процесс состоящий из следующих этапов:
облицовывание плиты;
распил и фрезерование панелей;
упаковка.
Импрегнация – это пропитывание материала специальными составами. Верхние слои ламината пропитываются смолами с различными добавками, при застывании, которые образуют прочный слой. От рецептуры составов для пропитки зависит прочность и износостойкость верхнего слоя ламината, а следовательно и его класс.В основном производители ламината не занимаются импрегнацией верхних слоев, а покупают их уже готовыми.
производит ламинат прямого прессования DPL. При технологии DPL происходит одновременное спрессовывание при высокой температуре всех слоев ламината. При этой технологии производства ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, которые при горячем прессовании (до 200°С) плавятся и склеивают поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
Для получения ламинированной плиты необходимо произвести облицовку HDF плиты бумажно-смоляными пленками и оверлеем.
Последним важным этапом производства является изготовление ламината необходимого размера. При помощи распиловочного оборудования для ламината листы ламината нарезаются на необходимые размеры. У каждого производителя ламината свои размеры ламината. После нарезки на пластины, при помощи фрезеровочного оборудования, из кромок ламината вырезаются шип и паз. Современные плиты HDF позволяют вырезать шип и паз определенного профиля, которые называют замками ламината. При помощи этих замков панели ламината плотно скрепляются между собой без применения клея. От качества замка ламината и прочности листа HDF зависит качество, прочность и плотность соединения панелей ламината.
Происходит упаковка в термоусадочную полиэтиленовую (ПЭ) пленку готового ламината.

Состоит из:
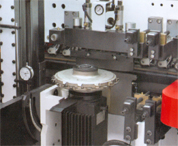
1. Станок для ламинирования ZYX1400; ZYX1600.
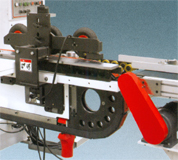
2. Станки для распиловки ламината DP-2700.
3. Линия для фрезерования замка click на ламинате FHZ525+FHH625.
4. Станок для упаковки ламината TS-200.
Производительность линии в смену (8 часов) составляет: 700 м2. Необходимая площадь цеха (без склада готовой продукции): 450 м2.
Автоматическая состоит из следующих основных узлов:
1. .
2. Линия веерного охлаждения.
3. Линия для распиловки ламината.
4. Линия фрезеровки замка ламината.
5. Линия упаковки ламинированного пола.
Производительность линии в смену (8 часов) составляет: 1000 м2. Необходимая площадь цеха (без склада готовой продукции): 900 м2.
Применяется при производстве ламината. изготавливается под различные размеры плит ХДФ: 2800×2070 мм, 2440×1220 мм, 2440×2070 мм, 2620х2070 мм. Прессы высокого давления "ZYX" имеют различную производительность и усилие прессования, поставляются с подающим и приемным столом.
| Общее давление (т) | 1400 | 1600 |
| Удельное давление (кг/см2) | 27,4 | 27,4 |
| Расположение цилиндров |
верхнее | верхнее |
| Диаметр гидроцилиндров (мм) |
340 | 380 |
| Количество гидроцилиндров (шт) |
6 | 6 |
| Производительность (шт/день) | 1200 |
1200 |
| Размер плиты (мм) |
2440х1220 |
2620х2070 |
| Максимальное раскрытие плит (мм) | 200 |
200 |
| Мощность бойлера (КВт) | 31 | 31 |
| Габаритные размеры (мм) | 3300х2000х3500 | 3700х2200х3500 |
| Масса станка (кг) | 17000 | 20000 |
Предназначен для поперечной распиловки ламината на необходимые размеры. У каждого производителя свои размеры ламината.

| Максимальная ширина плиты (мм) |
2700 |
| Максимальная высота пропила (мм) | 30 |
| Диаметр пил (мм) |
180-250 |
| Посадочный диаметр пил (мм) |
75 |
| Частота вращения пил (об/мин) |
2500 |
| Суммарная мощность (КВт) | 23,7 |
| Скорость подачи (м/мин) |
3-15 |
| Габаритные размеры (мм) | 2000х3300х1350 |
| Масса станка (кг) | 3450 |
Предназначен для продольной распиловки ламината на необходимые размеры для последующего фрезерования ламината.

| Максимальная ширина плиты (мм) | 1250 |
| Высота пропила (мм) | 6-20 |
| Диаметр пил (мм) | 300 |
| Посадочный диаметр пил (мм) | 80 |
| Частота вращения пил (об/мин) | 2900 |
| Мощность подачи (КВт) | 1,1 |
| Мощносить главного двигателя (КВт) | 15 |
| Скорость подачи (м/мин) | 10-40 |
| Габаритные размеры (мм) | 1350х1200х1350 |
| Масса станка (кг) | 600 |
Автоматическая высокоскоростная линия предназначена для изготовления замка (Click) на ламинате. Она оснащена дополнительными прирезными шпинделями, что исключает сколы по всему периметру заготовки и гарантирует высокое качество готового изделия. Рабочая поверхность стола оснащена твердосплавными платинами, что обеспечивает долговечность работы оборудования и уменьшает износ поверхности стола. Приемный стол оснащен автоподатчиком заготовок для увеличения скорости подачи до 80 м/мин.

|
Немецкий электромотор SEW с высоким крутящим моментом и встроенным индустриальным контроллером подачи PID, достигающий высокой скорости подачи 80 м/мин. |
 |
Разработанные V-HOLD прецизионные линейные направляющие с твердосплавными пластинами для высокоскоростных подач (увеличивают износостойкость и уменьшают трение о стол). |
 |
Система контроля – SIEMENS с мультифункциональным и интуитивно понятным интерфейсом, легкость управления и настройки. |
 |
Французская система подготовки воздуха Legris. |
 |
поставка алмазного инструмента. |
 |
Контроль размера входного материала для безопасной работы. |
 |
Система воздушного обдува высокого давления, удаляющая пыль и стружку с направляющих и стола. |
 |
Контроль заготовки по толщине на шипорезе. |
 |
Твердость покрытия стола HV-700-1000, уровень твердости YG8. |
 |
Запатентованные вертикальные шпиндели для прецизионной фрезеровки деталей. |
 |
Пылезащитные инверторы компании SIEMENS. |
 |
Комбинированная система подачи равномерно распределяет давление по всей площади обрабатываемой заготовки. |
| Технические характеристики | |
| Скорость подачи (м/мин) | 20-80 |
| 0,75 | |
| Габариты (мм) | 3100х600х1400 |
| Максимальная ширина обработки (мм) | 250 |
| Минимальная ширина обработки (мм) | 95 |
| Скорость подачи (м/мин) | 20-80 |
| Мощность привода подачи (КВт) | 9 |
| 6000-8000 | |
| 6х8КВт | |
| 4х6,5КВт | |
| 1,5 | |
| Диаметр шпинделей (мм) | 40 |
| 280 | |
| 120 | |
| Суммарная мощность (КВт) | 83 |
| Скорость подачи (м/мин) | 20-80 |
| Суммарная мощность (КВт) | 2 |
| Габариты (мм) | 2880х600х1400 |
| Максимальная длина заготовки (мм) | 2500 |
| Минимальная длина заготовки (мм) | 400 |
| Скорость подачи (м/мин) | 10-60 |
| Мощность привода подачи (КВт) | 5,5 |
| Частота вращения шпинделей (об/мин) | 6000-8000 |
| Мощность вертикальных шпинделей | 6х6,5КВт |
| Мощность финишных шпинделей "Click" | 4х6,5КВт |
| Мощность двигателя регулировки ширины (КВт) | 1,5 |
| Диаметр шпинделей (мм) | 40 |
| Диаметр инструмента на шпинделях (мм) | 220-250 |
| Диаметр аспирационных патрубков (мм) | 120 |
| Суммарная мощность (КВт) | 92,6 |
Предназначен для полуавтоматической упаковки в термоусадочную ПЭ пленку готового ламината.
Модное и сравнительно "молодое" напольное покрытие появилось в 80-х годах прошлого века и быстро завоевало популярность среди потребителей. Несмотря на большое разнообразие фактур и оттенков, представленных на рынке, все большое количество людей отдает предпочтение качественному и сравнительно недорогому ламинированному материалу, который является прекрасной альтернативой традиционным линолему, ковролину и паркетной доске.
Среди основных достоинств ламината - прочность, простота ухода и широкая сфера применения. Это напольное покрытие успешно используется в квартирах, домах и в офисных помещениях. Оно представляет собой тонкую многослойную панель, каждый слой которой изготовлен из различных материалов, что и позволяет добиться прекрасных эксплуатационных характеристик материала.
Когда появился ламинат?
История производства ламината уходит своими корнями в 1977 год, когда шведской компанией Pergo была создана первая ламинированная доска. Конечно, изделие существенно отличалось от привычного нам покрытия - оно состояло из двух слоев, соединенных с помощью термоактивного клея методом горячего прессования. Новый материал назвали "laminated plastic" (анг. слоистый пластик), а технология его производства (HPL - High Pressure Laminate), оказавшаяся весьма затратной, продолжала совершенствоваться.
Почти 10 лет понадобилось на то, чтобы уже другая компания, "Хорнитекс", представила новую технологию производства ламината - методом прямого прессования (DPL - Direct Pressure Laminate). В новом продукте количество слоев увеличилось до четырех, а в их состав стала входить фольга, пропитанная в фенольной и меламиновой смолах.

Чуть позже немецкая компания HDM предложила принципиально новую технологию, суть которой состояла в создании ламинатной доски, покрытой акрилатным слоем. Декоративная пленка застывала под воздействием электронного луча, а технология получила название EOF.
В нашей стране ламинированное напольное покрытие появилось не так давно - около 15-20 лет назад. Первые ламинированные доски отличались высокой стоимостью и были недоступны массовому потребителю В настоящее время, благодаря постоянному совершенствованию технологий производства ламината, на рынок выходят новые игроки, предлагая качественное покрытие по доступной цене.

Если раньше все производство ламината было сосредоточено в Европе, то сейчас можно приобрести продукцию азиатских и российских производителей, которая отличается более низкой ценой. Традиционно лучшим материалом считается ламинат немецкого производства, а также французского, бельгийского и шведского. Кстати, некоторые европейские заводы по производству ламината открыли свои представительства на территории России, что позволило удешевить процесс изготовления покрытия и, соответственно, предлагать продукт средней и низкой ценовой категории. Первыми российскими компаниями-прозводителями стали "Кроностар" и "Кроношпан" - дочерние предприятия известных европейских марок, позже их потеснили созданные отечественными предпринимателями бренды.
Основные технологии изготовления ламинатной доски
Технологии производства ламината на разных фабриках могут различаться, однако принцип изготовления ламинированных досок во многом схож. Первый этап предполагает изготовление ДВП высокой плотности, от качества которой зависит механическая прочность и влагостойкость будущего покрытия. Основным сырьем для производства такой древесноволокнистой плиты распаренная, измельченная до нужной фракции и высушенная щепа. Её получают с помощью специальных станков, которые рубят очищенное от коры дерево на мелкие кусочки.

В полученный в рафинере материал добавляются смолы, связующие вещества, антисептики и парафин. Процесс пропитывания ДВП, использующихся для изготовления верхних слоев ламинированной доски, называется импрегнацией. От него зависит будущий класс готового изделия, т.к. в результате пропитки повышаются износостойкость и прочность будущего покрытия. Для импрегнации материала используют ванны, заполненные смоляным раствором с различными добавками. Пропитанная им масса отправляется в сушильные камеры, а после - на установку первичного прессования.
Там ковер из щепы становится тоньше почти в 5-7 раз (из него выдавливается воздух) и принимает форму плиты. Первичное формирование поверхности плиты происходит при температуре в 200-300°С и давлении около 300 мПа. В результате повторного прессования, плита прогревается до 190°С под давлением в 40-120 мПа. Окончательное выравнивание поверхности плиты осуществляется под давлением 60-150 мПа.

Конвейерная лента, входящая в состав линии по производству ламината, передвигает спресованное волокно на станок, на котором ковер разрезается на части, в соответствии с заданными размерами (чаще всего 2800 х 4140 мм). Чтобы плиты приобрели стабильную структуру, их на 20-30 минут помещают в специальный охладитель, после чего складывают штабелями на несколько суток.

Далее спресованные плиты отправляются на форматизер - оборудование для производства ламината, которое разрезает заготовку пополам и шлифует её, делая поверхность идеально гладкой, а толщину - одинаково ровной. Чтобы получить влагостойкий ламинат, некоторые производители пропитывают полученную плиту специальными влагоотталкивающими средствами.
На следующем этапе заготовки отправляются на участок прессования, где происходит их облицовывание бумажно-смоляными пленками и оверлеем (от англ. overlay - верхний слой). Как уже упоминалось, на сегодняшний день производители используют несколько технологий производства ламината, а точнее технологий соединения отдельных слоев между собой.
Наиболее распространенным является способ DPL, согласно которому все слои ламината спрессовываются между собой одновременно под воздействием высоких температур. Использование клея не предполагается, поскольку пропитанные смоляным раствором слои, в процессе горячего прессования превращаются в единую монолитную поверхность доски. Если используются дополнительные слои из крафт-бумаги, то такая технология называется CML или RML.

PDL-технология прессования позволяет наносить декоративный рисунок непосредственно на плиту, что позволяет отказаться от верхнего декоративного слоя бумаги. В остальном технология PDL повторяет описанные ранее этапы.
Если производители используют технологию ELESGO, то основным отличием от предыдущих способов прессования является процесс затвердевания оверлея. Покрытый акрилатной смолой, он подвергается воздействию электронного луча. Конечный продукт считается более экологичным, а более прозрачная акрилатная смола обеспечивает лучшую видимость верхнего слоя.
Специальные станки для производства ламината позволяют изготавливать доски как с гладкой, так и со структурной поверхностью, повторяющей рельеф натурального дерева. Используя распиловочные устройства, спресованные панели разрезают на элементы, затем вырезают шипы и пазы (замки ламината), которые позволяют скрепить отдельные доски напольного покрытия между собой и смазывают их восковым покрытием, препятствующему попаданию влаги внутрь. На заключительном этапе производственного процесса доски упаковываются в пачки и отправляются на склад.

Несмотря на наличие, казалось бы, отработанных до мелочей, технологий производства ламинированного покрытия, специалисты не устают их совершенствовать, предлагая еще более качественный, прочный и влагостойкий материал с улучшенными звукопоглощающими свойствами. Кроме того, не прекращается работа над созданием новых форм, оригинальных рисунков и фактурной поверхности ламинатной доски, что сводит имеющиеся различия между натуральным паркетом, плиткой и ламинатом практически к минимуму.
С недавних пор строительный рынок стали завоёвывать ламинированные напольные покрытия, тем самым вытесняя такие материалы, как линолеум, ковролин и паркет. Причиной такой популярности является невысокая цена материала и отличные эксплуатационные характеристики. Давайте узнаем, из чего сделан ламинат, как его производят и где применяют.
Когда появился ламинат?

Родиной ламината является Европа, а начало производства покрытия пришлось на середину восьмидесятых годов прошедшего столетия. Поэтому и по сей день европейский ламинат, считаются самым лучшим. Конечно, прогресс не стоит на месте и ламинированные изделия стали производиться в Китае, Украине и России.
Хотя современное производство ламината и можно назвать безупречным, но совершенствованию нет предела, и с каждым днём разрабатываются всё новые технологии. Так, раньше присутствовали модели ламината, имитирующие различные породы деревьев, а сейчас на поверхности пола можно изобразить мрамор, гранит, цветы, фрукты и даже 3D изображения. Помимо этого на строительном рынке появились модели с фактурным покрытием, чего раньше не было. Учитывая стремительный рост популярности и частое усовершенствование технологии производства, качество продукции гарантирует соответствующий сертификат на ламинат, тем самым удаляя с рынка недобросовестных производителей.
Где применяется ламинат?

Благодаря своим прекрасным эксплуатационным качествам, ламинат может применяться практически в любой сфере деятельности:
- Частное строительство. Так как ламинат производится во всевозможных цветовых гаммах и при этом обладает отличной износостойкостью, то он практически идеально подходит для использования в домах и квартирах;
- Офисы, магазины и другие общественные помещения. В местах с повышенной нагрузкой на покрытие срок службы ламината составляет 5 и более лет, при этом этот показатель зависит от качества материала и добросовестности производителей. Также защитный слой ламината не потеряет свой вид даже при интенсивном передвижении по покрытию;
- Спортивные и промышленные комплексы. Превосходные прочностные качества покрытия позволяют установку ламината в местах с чрезвычайно высокой нагрузкой. Например, покрытие легко выдержит вес станков, спортивного инвентаря и другого оборудования.
Ламинат с каждым днём завоёвывает всё новые вершины, и находит применение практически в любой сфере деятельности человека. И главной причиной этому является невысокая цена материала в сочетании с качеством и долговечностью.
Из чего состоит ламинат?

Производство напольных ламинированных покрытий напоминает создание «бутерброда», состоящего из четырёх слоёв, каждый из которых выполняет свою функцию:
- Защитный верхний слой – представляет собой нанесённый на основу слой защитного покрытия. Выполняется он из меламиновых или акриловых смол, которые выдерживают нагрузки в виде царапин, ударов и вдавливаний;
- Декоративный слой – бумага с нанесенным на нее рисунком. Может имитировать различные материалы и «отвечает» за внешний вид покрытия;
- Основной слой – является «сердцем» ламината, ведь на него возложены все основные функции (тепло- и шумоизоляция, крепость конструкции). Основной материал для ламината – ДВП (древесные опилки, которые проходят специальную термическую и прессовочную обработку);
Важно! Основной слой должен быть качественно обработан, ведь от него зависит качество всего материала.
- Стабилизационный слой – данное покрытие наносится с целью увеличить жёсткость всего изделия и предотвратить его от деформации. Также на стабилизирующий слой может крепиться дополнительная шумоизоляция.
На какие классы делится ламинат?

В зависимости от толщины верхнего защитного слоя и добавок входящих в состав, ламинат может приобретать различный класс противодействия износу.
Поэтому ламинат разделяют на две группы каждая из которых имеет по три класса:
- Бытовая группа:
- Первый класс или 21 – предназначен для незначительных и непостоянных нагрузок. Идеально подходит для спален, кабинетов и библиотек;
- Второй класс или 22 – изготовление ламината такого класса подразумевает средние нагрузки. Его можно использовать для гостиных, детских комнат и т. д.;
- Третий класс или 23 – такой ламинат способен выдерживать повышенные нагрузки и прекрасно подходит как для кухонь, так и для гостиных и прихожих.
- Коммерческая группа:
- Первый класс или 31 – предназначены для применения в небольших офисных помещениях, конференц-залах, где присутствуют небольшие нагрузки;
- Второй класс или 32 – эта группа ламината применяется для больших офисных помещений, приёмных, небольших магазинов и т. п. Этот класс рассчитан на нагрузки средней величины;
- Третий класс или 33 – предназначен для больших и частых нагрузок. Например, супермаркеты, кинотеатры, спортзалов и других больших помещений.
Совет! Если в домашних условиях применить коммерческий ламинат, то можно надолго продлить срок жизни покрытия пола, но обойдется это значительно дороже.
Как производится ламинат?
На данный момент существует несколько технологий производства ламинированных покрытий, а именно:
Производство по технологии DPL

Основной массой производимого ламината является покрытие, созданное по технологии DPL, то есть прямого прессования. Этот вид производства являет собой стандарт ламината, что закреплено в ГОСТе, ведь эта технология была первоначальной и она служит основой для других.
Согласно этой технологии первоначальным действием является создание основы, а именно пропитка и прессования пиломатериалов в прочный лист ДВП. После чего производится нарезка на доски и обработка защитными слоями. Вначале налаживается декорирующий слой бумаги, который защищается меламиновой или эпоксидной смолами. Снизу на доску накладывается лист бумаги и стабилизирующее покрытие. Иногда дополнительно накладывается шумоизолирующее покрытие.
Процесс склеивания происходит в специальном прессе под давлением 2000-3000 кг/м2 и температуре не ниже 200 градусов. Время склеивания занимает всего лишь 1 мин. После остывания доски, происходит нарезание и ламинат в упаковке с указанием классности отправляется в торговую сеть.
Производство по технологии HPL
Согласно этой технологии производства, которая осуществляется при высоком давлении, получается добиться особо прочного покрытия. Процесс прессования происходить в две стадии:
- Вначале формируется поверхностное покрытие, в которое входит несколько слоёв крафт-бумаги, декоративный и защитный слои.
- Затем, как и в предыдущей технологии, к базовому покрытию приклеивается верхний слой.
Интересно знать! Ещё по этой технологии производят высокопрочные столешницы для кухонных гарнитуров, а также другие высокопрочные отделочные материалы.
К сожалению, эта технология производства является дорогостоящей, ведь для создания ламелей требуются большие производственные затраты.
Готовая продукция обязательно пакуется в герметичную плёночную обмотку. Чаще всего для товара создаётся упаковка или коробка ламината, что защищает поверхность, от попадания пыли и грязи, которая будет служить абразивом и тем самым повредит декоративный слой ламелей.
Производство по технологии CPL

Эта технология является аналогом DPL, за исключением всего лишь одного момента, здесь ещё присутствует дополнительный слой крафт-бумаги, что служит дополнительным укрепляющим элементом.
Производство по технологии DPR
Это современная высокоэффективная технология производства ламината. Главным её преимуществом является отсутствие бумажного слоя, который играет роль декорации. При этом декоративное покрытие наноситься напрямую к базовому ДВП листу. Согласно технологии нанесения рисунка на плиту наносится специальный пропитывающий материал, после чего производится подогревание, а затем нанесение декорации.
Данная технология имеет ряд преимуществ перед её предшественниками:
- Технология позволяет наносить всевозможные рисунки, яркие цветовые комбинации и даже 3D изображения;
- Производство ламината получается гораздо дешевле;
- Благодаря упрощению производства эта технология позволяет производить ламинат небольшими эксклюзивными партиями.
Важно! Готовый материал обязательно должен правильно храниться, для этих целей ламинат в пачке герметично запечатываю, тем самым предотвращая попадание разрушающей пыли и влаги.
Выводы

Как можно было убедиться, производство ламината, является сложным высокотехнологичным процессом, для которого применяется специальное оборудование, а также специальные складские помещения с отличной вентиляцией, в которых фасованный материал хранится определённое время. Хотя материал и пакуется в отдельные коробки, в которые помещается от 9 до 12 ламелей и вес упаковки ламината при этом колеблется в районе 15 кг, но разные партии должны храниться в общих упаковках.
Сегодня на рынке представлено множество строительных материалов, предназначенных для обустройства полов в помещениях различного назначения.
Особое место среди них занимает ламинат. Это очень прочный, экологичный материал, который легко монтируется и не требует особого ухода за собой. Основное оборудование для производства ламината представлено в виде форматно-раскроечный станок.
Описание оборудования
Форматно-раскроечные станки обеспечивают гладкий и чистый раскрой:
- древесных щитов,
- древесноволокнистых панелей,
- древесностружечных плит,
- ламината,
- ламинированного ДСП.
Кроме этого, такого вида оборудование применяется при обработке ДСП, ДВП и других различных материалов. Также, форматно-раскроечные станки получили широкое применение для раскроя различных материалов, которые облицованы декоративной пленкой, а также распиливания под определенным углом различных пиломатериалов, древесноволокнистых и древесностружечных плит, листов фанеры и других различных листовых материалов, которые облицованы шпоном, пластиком или ламинатом.
Кроме этого, данного вида станки иногда используются при обработке массивных заготовок из древесины, после предварительной подрезки нижних кромок с целью исключения образования сколов.
Благодаря своей многофункциональности, данного вида производственное оборудование часто используется при изготовлении мебели и строительстве, поэтому очень широко распространено как на крупных промышленных предприятиях, так и небольших частных производствах.
Существующее оборудование для производства ламината, с помощью которого раскраивают щитовые древесиносодержащие материалы, можно разделить на несколько типов. Такое разделение производят исходя из конструктивных и функциональных особенностей.
На данный момент форматно-раскроечное станочное оборудование бывает горизонтальным и вертикальным, односторонним и двухсторонним, стандартным и с наличием ЧПУ. При выборе оборудования необходимо учитывать цели, для которых оно приобретается, а также предполагаемые объемы выпускаемой продукции.
Например, для проведения нерегулярных и непродолжительных работ подходит недорогое оборудование, имеющее базовый набор опций. Для промышленных масштабов производства рекомендуется приобретать дорогостоящее оборудование, предназначенное для больших производственных нагрузок.
Какое помещение потребуется для цеха производства.
Ламинат изготовляется из дерева, которое очищается от коры и измельчается. Из щепы создается плита высокой плотности. От степени плотности зависит влагостойкость и прочность готового изделия. Процесс изготовления довольно сложный, требуемый использования специфического оборудования, поэтому цех необходимо выбрать просторный. Также, обратить внимание на влажность в помещении, так как ламинат не имеет особых влагостойких качеств. Арендуемый цех должен быть отапливаемым, размером порядка 2 000 кв.м. В зависимости от стоимости аренды в определенном городе, цена может составить 1-5$ за 1кв.м.
Персонал для бизнеса ламината.
Непосредственно для производственного процесса понадобится не менее 15 человек, имеющих опыт подобной работы. Заработная плата такого сотрудника составляет от 500$ в месяц. Для развоза готовой продукции, нужно нанять водителей, возможно с собственным авто. Заработная плата водителя составит от 400$ и возможны затраты на амортизацию. Для обслуживания процесса заказа и доставки понадобится 2-3 оператора и 4 грузчика. Это не высококвалифицированный персонал, заработная плата их может составлять порядка 400$. Для операторов можно ввести мотивационную программу, с начислением бонусов, в зависимости от объема заказов. Это позволит заинтересовать их в качественном обслуживании клиентов. Для учета ведения бизнеса и заполнения бухгалтерских отчетов, необходимо нанять бухгалтера с опытом работы, зарплата которого начисляется от 800$.
Подбор оборудования.
|
|
Производство ламината происходит в несколько этапов:
1. Изготовление древесной плиты.
2. Насыщение верхнего слоя химическими веществами.
3. Облицовка.
4. Распиловка панелей согласно заданных размеров.
5. Упаковка.
В связи с этим, для создания бизнеса в сфере производства ламината понадобится определенное оборудование: автомат для чистки, станок, сушильная камера, упаковочная машина. Минимальная стоимость всего перечисленного составляет от 500 000$. Для обеспечения приемов заказов и ведения учета, потребуются компьютеры, телефоны и прочая техника (стоимость от 10 000$).
Поиск клиентов. Использование эффективных рекламных средств.
Для данного производства наиболее эффективным будет поиск клиентов посредством интернет-ресурсов. Для этого необходимо создать свой сайт (стоимость от 100$) и эффективно "раскрутить" его в сети (в зависимости от требуемого трафика стоимость услуги составляет 200-800$). Сайт необходимо наполнить актуальной информацией о качестве и стоимости ламината, указать способы осуществления заказа, доставки, контактную информацию, создать форму обратной связи. Вся эта информация принимает участие в раскрутке сайта посредством поисковых систем (СЕО-продвижение). Написание текстов лучше доверить профессионалам, которые пропишут их под запросы потенциальных клиентов и повысят возможность вывода сайта в ТОП. Это позволит клиентам самим находить компанию. Дополнительно необходимо запустить рекламную кампанию, включающую контекстную и таргетированную рекламу (стоимость от 200$). Можно заказать все эти мероприятия в профильной компании, которая предоставит скидку за комплексный заказ.
Сбыт готовой продукции.
Для данной сферы деятельности, оптимальным процессом сбыта будет доставка непосредственно клиенту, без участия посредников. Процесс лучше наладить таким образом, чтобы осуществлять доставку в кратчайшие сроки. Стоимость и условия необходимо прописать на сайте и озвучивать клиентам при заказе, во избежание недоразумений. Также послужит конкурентным преимуществом для компании осуществление бесплатной доставки от определенной суммы заказа или постоянным клиентам. Чтобы наладить бесперебойность работы, необходимо четко понимать объемы поставок, учитывать время разгрузки/погрузки товара, время на доставку, а также правильно рассчитать график работы водителей. Второй вариант линии сбыта, который лучше налаживать, когда объемы производства значительно вырастут, это создание дилерской сети.
Требуемые инвестиции в цех.
Вложения в производство бизнеса составят от 524 000$, без учета затрат на закупку сырья, объем которого будет определятся в зависимости от широты рынка и частоты получения заказов.
- Оборудование - от 510 000$;
- Аренда - от 2 000$ в месяц;
- Фонд заработной платы - от 11 000$ в месяц;
- Маркетинг (создание сайта, реклама) - 800$.
Необходимо также учитывать затраты на сертификацию продукции. При производстве ламината используются химические вещества, поэтому наличие технических условий на производство и гигиенического сертификата на продукцию обязательно. Существуют компании, которые проводят необходимый анализ продукции и выдают сертифицированную документацию.
Окупаемость бизнеса.
Рентабельность бизнеса по производству ламината составляет в среднем 30%. Окупаемость проекта - порядка 12-15 месяцев. Для уменьшения периода окупаемости, необходимо правильно наладить процесс производства, соблюдать технологию, выпускать товар высокого качества, нанять квалифицированных работников, создать постоянный клиентский поток, посредством проведения рекламных кампаний, устанавливать конкурентную цену и варьировать ее согласно колебаний рынка, обеспечить бесперебойность поставок.